 United States | EN
United States | EN Canada | EN
Canada | EN United Kingdom | EN
United Kingdom | EN German | DE
German | DE France | FR
France | FR Mexico | ES
Mexico | ES Japan | JA
Japan | JA China | ZH
China | ZH Europe | EN
Europe | ENVERBUNDWERKSTOFFE
Metallographische Präparationsmethoden nach Material
In diesem Leitfaden erfahren Sie, wo Sie bei der metallografischen Präparation und Analyse von Verbundwerkstoffen am besten beginnen. Außerdem erhalten Sie Tipps, wie Sie bei Ihrer metallografischen Anwendung die besten Ergebnisse erzielen.





Was ist bei der Arbeit mit Verbundwerkstoffen zu beachten

Die Unterschiede in der Härte und den Schleif-/Poliereigenschaften dieser verschiedenen Materialien bedeuten, dass die Kontrolle des Reliefs eines der Hauptprobleme bei der Präparation ist. Probleme mit dem ausbrechen von Bestandteilen sind ebenfalls relativ häufig. Beim Trennen entstehen häufig erhebliche Schäden, die in nachfolgenden Präparationsschritten entfernt werden müssen. Das Einbetten mit Epoxidharz in Kombination mit einem Vakuumimprägniergerät wird häufig genutzt.
Tipps zum Trennen von Verbundwerkstoffen

Alle Schnitte sollten stehts unter Kühlung erfolgen, wobei ein Großteil des Kühlmittel in den Schnitt geleitet werden sollte. Trennen mittels einem geeigneten Kühlschmierstoffs ergibt eine wesentlich bessere Oberflächenqualität als ein Trennschnitt ohne Kühlung. Die Verwendung von Kühlschmiermittel schützt auch vor Oberflächenschäden durch Überhitzung und mechanische Beanspruchung. Es ist wichtig, Schäden beim Trennen zu minimieren. Mechanische Schäden, wie z. B. Brüche, können tief in die Struktur eindringen und spätere Präparationsschritte unnötig verlängern. Es werden zwei Arten des Trennens unterschieden: Abrasiv- und Präzisionstrennen.
Bei Verbundwerkstoffen sollte in der Regel besonders das Material berücksichtigt werden, das empfindlicher auf Trennparameter reagiert. Wenn Sie ein duktiles und ein sprödes Material haben, das leicht bricht, sollten Sie sich auf das spröde Material konzentrieren.
Tipps zum Abrasivtrennen
Trennscheiben haben unterschiedliche Bindungsstärken und werden auf der Grundlage ihrer Bindungsstärke und Schleifmittelart für verschiedene Materialien empfohlen. Die Wahl einer falschen Trennscheibe kann zu einer unsachgemäßen Abnutzungsrate führen und möglicherweise das vorhandene Gefüge verändern. Eine Trennscheibe besteht vollständig aus Schleifmittel, das durch ein Harz gebunden ist. Bei Gebrauch wird die Trennscheibe immer kleiner, bis sie nicht mehr zum Trennen verwendet werden kann. Anschließend kann eine neue Trennscheibe auf das Gerät zum Trennen aufgesetzt werden, um weitere Trennvorgänge durchzuführen.
Die Größe der Trennscheibe wirkt sich auch auf die Trennparameter aus. Größere, dickere Trennscheiben entfernen mehr Material, erzeugen aber auch mehr Wärme als eine dünnere Trennscheibe. Um die von den Trennscheiben erzeugte Wärme zu reduzieren, sollte die Vorschubgeschwindigkeit verringert werden.
Trennscheiben sollten je nach Materialart und Größe des zu trennenden Teils ausgewählt werden.
Tipps zum Präzisionstrennen

Präzisionstrenngeräte werden bei der metallografischen Präparation von Verbundwerkstoffen zum Trennen kleiner oder empfindlicher Proben verwendet. Präzisionstrennscheiben brechen nicht während des Gebrauchs. Am äußeren Rand der Trennscheibe befindet sich ein Abschnitt, in dem Schleifmittel mit einer Metalllegierung verbunden wurden. Bei sorgfältiger Behandlung kann eine Trennscheibe eine ganze Schachtel Trennscheiben überdauern. Trennscheiben können mit Verbundwerkstoffen für schwierigere Schnitte verwendet werden, z. B. für präzise Schnitte in der Nähe eines interessanten Merkmals oder wenn es darauf ankommt, die Breite eines Schnitts zu reduzieren (Schnittverlust).
Weitere Vorteile der Verwendung eines Präzisionstrenners sind eine geringere Krafteinwirkung und folglich eine geringere Wärmeentwicklung, wodurch das Risiko von Schäden reduziert wird.
Abrasiv-Trennscheiben werden auch für Präzisionstrenngeräte hergestellt. Sie können verwendet werden, wenn die Gefahr besteht, dass Trennscheiben brechen. Dies kann der Fall sein, wenn Sie ein schwer zu spannendes Teil haben, ein Teil, das sich beim Trennen verschieben könnte, oder wenn Sie mehr Variabilität im Prozess haben (z. B. mehrere Anwender).
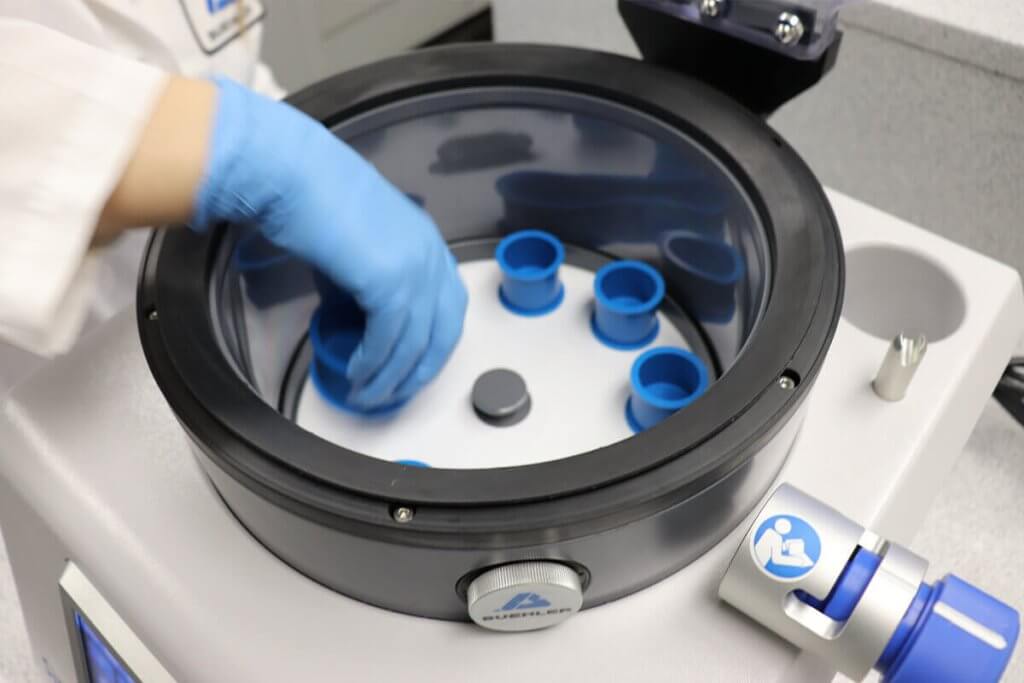
Tipps zum Einbetten von Verbundwerkstoffen

Das Einbetten metallografischer Proben kann automatisiert werden und die Handhabung in den nachfolgenden Schritten der metallografischen Präparation und Untersuchung erleichtern. Proben mit komplizierten Formen können so eingebettet werden, dass einheitliche Formen entstehen, die eine Automatisierung der Probenpräparation ermöglichen.
Das Einbetten von Proben schützt außerdem die Kanten der Proben und bewahrt vor Oberflächenbeschädigungen während der metallografischen Präparation. Die Einbettungsmethode sollte die Mikrostruktur der Probe in keiner Weise verändern. Druck und Hitze sind die häufigsten Ursachen für schädliche Auswirkungen. Temperaturen um 180 °C und Drücke um 290 bar sind beim Warmeinbetten üblich.
Die Geometrie und die Eigenschaften der Proben können die geeignete Methode zum Einbetten von Verbundwerkstoffproben bestimmen. Verwenden Sie Kalteinbettmittel, wenn die Proben dünn sind oder sich leicht verformen. Solche Proben sind in der Regel empfindlich gegenüber hohem Druck. Wenn die Proben nicht druckempfindlich sind, kann das Warmeinbetten Zeit und Geld sparen.
Das Warmeinbetten kann Proben aus Verbundwerkstoffen beschädigen. Es werden hierfür Epoxid- oder Acrylatsysteme mit niedriger Polymerisationstemperatur empfohlen.
In den Fällen, in denen ein Verbundwerkstoff mit Hilfe der Warmeinbettung eingebettet werden kann, stehen verschiedene Medien zur Verfügung. Für den allgemeinen Gebrauch ist PhenoCure® eine gute Wahl. EpoMet® oder Diallylphthalat weisen im Vergleich zu PhenoCure eine bessere Kantenanbindung auf und wären eine gute Wahl, wenn dieses Kriterium Priorität hat. Falls eine transparente Form von Interesse ist, sollten Sie TransOptic in Betracht ziehen. Da es sich bei TransOptic um ein Thermoplast handelt, wird es bei Erhitzung und einer Temperatur zwischen 105 und 115 °C für etwa 20 Minuten weich und ermöglicht so die Entnahme von Proben.
Für die Elektronenmikroskopie könnte das leitfähige Medium ProbeMet genau das sein, das Sie suchen. Wenn der Kupfergehalt in der Probe von Interesse ist, ist KonductoMet® eine leitfähige Alternative zu ProbeMet.

Durch eine sorgfältige Auswahl kann sichergestellt werden, dass die Einbettmittel den Anforderungen hinsichtlich Zeit, Viskosität, Temperatur und Schrumpfspalt entsprechen. Acrylharzsysteme können den Durchsatz durch schnelle Aushärtungszeiten zwischen 5 und 30 Minuten erhöhen. Obwohl Acrylharze schneller aushärten, kann die Probenhaftung und die Viskosität manchmal unzureichend sein, insbesondere bei komplizierteren Formen. Hier können Epoxidharzsysteme Abhilfe schaffen. Mit längeren Verarbeitungszeiten kann angemischtes Epoxidharz mit einem Vakuumsystem verwendet werden, um die Imprägnierung in komplizierten Geometrien zu erleichtern. Unsere Epoxidharzsysteme bieten auch Systeme mit geringerer exothermer Reaktion. Weitere Informationen finden Sie auf unserer Seite zum Einbetten.
Tipps zum Schleifen und Polieren von Verbundwerkstoffen für alle Methoden

Einige bekannte Probleme beim Präparieren von Verbundwerkstoffen sind Relief, Bruch und Herausziehen. Um das Ausmaß des Reliefs zu verringern, können kürzere Schleifschritte mit SiC helfen. Bei Verstärkungskomponenten, die kleiner als 10 µm sind, kommt es häufig zu Brüchen und Herausziehen aus Schleifmitteln. In diesen Fällen können alternative Schleifmittel wie Aluminiumoxid eine bessere Option sein als Diamant.
Durch den Einsatz des Burst-Dosiersystems von Buehler kann Diamantmittel eingespart und die Gleichmäßigkeit verbessert werden.
Die ideale Einstellung für das Burst-Dosiersystem ändert sich je nach Größe der Arbeitsscheibe und des verwendeten Poliertuchs. Als allgemeine Richtlinie gilt, dass bei einer Arbeitsscheibengröße von 203mm (8″) eine Burst-Einstellung von 3 ein guter Ausgangspunkt ist. Bei Größen von 2554mm (10″) und 305mm (12″) stellen Sie das Burst-System auf 4 ein und passen Sie es nach Bedarf an. Es kann etwas Experimentierfreude erforderlich sein, um die optimalen Einstellungen zu ermitteln und eine ausreichende Abrasivität und Benetzung des Tuchs sicherzustellen. Burst-Dosiersysteme können auf Wunsch auch gleichzeitig mit Diamant-Combo Lösungen genutzt werden.
Die in den Schleif- und Poliermethoden aufgeführten Lasten sind Empfehlungen für eine 30mm (1,25″) große eingebettete Probe. Wenn während der Präparation Zentralandruck verwendet wird, sollte die angegebene Kraft mit der Anzahl der zu polierenden Proben multipliziert werden. Verwenden Sie für unterschiedliche Probengrößen unseren Rechner zur Lastumrechnung, um die richtige Last für Ihre Anwendung zu ermitteln.
| 4-Schritt-Methode für Polymer-Matrix-Verbundwerkstoffe | ||||
|---|---|---|---|---|
| Oberfläche | Kraft [N] | Drehzahl Teller [U/min] | Relative Umdrehung | Zeit |
| CarbiMet® 320 grit | 6 [27] | 300 rpm |
| Until Plane |
| TexMet® P mit 9um MetaDi® Supreme Diamond | 6 [27] | 150 rpm |
| 5:00 |
| VerduTex mit 3um MetaDi Supreme Diamond | 6 [27] | 150 rpm |
| 5:00 |
| MicroCloth® mit 0,05um MasterPrep® Alumina | 6 [27] | 150 rpm |
| 1:30 |
|
| ||||
| 4-Schritt-Methode für Metall-Matrix-Verbundwerkstoffe | ||||
|---|---|---|---|---|
| Oberfläche | Kraft [N] | Drehzahl Teller [U/min] | Relative Umdrehung | Zeit |
| DGD Color Yellow (35-μm Diamond) | 5 [22] | 300 rpm |
| Until Plane |
| UltraPad mit 9um MetaDi Supreme Diamond | 5 [22] | 150 rpm |
| 4:00 |
| VerduTex mit 3um MetaDi Supreme Diamond | 6 [27] | 150 rpm |
| 3:00 |
| ChemoMet® mit MasterMet® Colloidal Silica | 6 [27] | 150 rpm |
| 1:30 |
|
| ||||
| 4-Schritt-Methode für Keramik-Matrix-Verbundwerkstoffe | ||||
|---|---|---|---|---|
| Oberfläche | Kraft [N] | Drehzahl Teller [U/min] | Relative Umdrehung | Zeit |
| DGD Ultra Yellow (45-um Diamond) | 6 [27] | 300 rpm |
| Until Plane |
| UltraPad mit 15um MetaDi Supreme Diamond | 56[27] | 150 rpm |
| 4:00 |
| VerduTex mit 6um MetaDi Supreme Diamond | 6 [27] | 150 rpm |
| 3:00 |
| VerduTex with 1um MetaDi Supreme Diamond | 6 [27] | 150 rpm |
| 2:00 |
|
| ||||
Tipps zum Ätzen von Verbundwerkstoffen

Tipps zur Bildgebung von Verbundwerkstoffen

Je nach Zusammensetzung und Anwendung kann das Ziel der Analyse unterschiedlich sein. Zu den üblichen Zielen der Analyse gehören Hohlraummessungen, Delaminierungsuntersuchungen, Mikrostrukturanalysen und chemische Wechselwirkungen. Dimensionsmessungen können mit einer der unteren Ebenen unserer OmniMet®-Software durchgeführt und gespeichert werden. Für andere Analyse- und Exportanforderungen sind möglicherweise fortgeschrittenere Versionen wie die OmniMet Enterprise-Software erforderlich.
Tipps zur Härteprüfung von Verbundwerkstoffen
| Reference Materials for Hardness Testing | ||
|---|---|---|
| ASTM | ISO | |
| Brinell | E10 | 6506 |
| Rockwell | E18 | 6508 |
| Vickers | E92,E384 | 6507 |
| Knoop | E384 | 4545 |
| Instrumented | E2546 | 14577 |
| Conversions | E140 | 18265 |
| ASM Handbook Volume 8: Mechanical Testing and Evaluation | Hardness Testing Section | |

Bei der Festlegung der Härteprüfmethode wird die Anwendung bewertet, um die Skala zu finden, die alle Anforderungen und Standards erfüllt. Die Geräte von Buehler unterstützen die Härteprüfung mit vier Skalen: Brinell, Rockwell, Vickers und Knoop. Je nach den erforderlichen Informationen und den zu erfüllenden Standards kann sich die erforderliche Skala ändern. In der nebenstehenden Tabelle sind einige gute Referenzmaterialien für Prüfverfahren aufgeführt.
Bei der Arbeit mit Verbundwerkstoffen können mehrere Faktoren die Fähigkeit zur Messung des Eindrucks beeinflussen.
Die Oberflächenbeschaffenheit des Prüfkörpers; Unebenheiten und Kratzer können die automatische Vermessung von Eindrücken durch die Software behindern. Um eine ungleichmäßige Oberflächenbeschaffenheit zu reduzieren, stellen Sie sicher, dass die Proben vor Beginn des Poliervorgangs flach sind.
Das Testen von Verbundwerkstoffen kann aufgrund von Unterschieden im Reflexionsvermögen der Bestandteile schwierig sein. Bei der Messung von Eindrücken ist ein guter Kontrast wichtig. Für jeden Bestandteil können Beleuchtungsanpassungen erforderlich sein. DiaMet Full-Automatic und höher verfügen über Einstellungen, die eine automatische Beleuchtung und Fokussierung für jeden Eindruck ermöglichen.
Eindruckspitzen können in Poren und Rissen verborgen oder verdeckt sein. Keramische Bestandteile sind dafür besonders anfällig. Eine Möglichkeit, diese Effekte beim Eindrücken zu verringern, ist die Verwendung einer geringeren Last. Geringere Lasten verringern nicht nur die Gefahr von Rissen, sondern ermöglichen auch die Bearbeitung kleinerer Materialbereiche. Konfigurieren Sie die Ausrüstung mit einem 100-fachen Objektiv, wenn Sie Eindrücke von 20 µm oder weniger messen.
Der Automatisierungs- und Dokumentationsgrad hängt von der verwendeten Skala ab. Wenn Automatisierung erforderlich ist, sollten die verschiedenen mit einem Tester verfügbaren DiaMet-Ebenen besprochen werden. Die Automatisierung von Testprozessen kann dazu beitragen, den Durchsatz von Analysesystemen und die Wiederholbarkeit zu erhöhen.
Passende Produkte



Alle Lösungen nach Material sortiert
Wählen Sie ein Material aus, um die Präparationsmethoden von Buehler anzuzeigen

Komplettlösungen für die Metallographie im Labor

Alle Produkte im Buehler Produktkatalog ansehen

Finden Sie zu Ihrem Material passende Methoden

Sicherheitsdatenblätter von Buehler durchsuchen
Durchsuchen Sie die Buehler Produkt-Literatur


