
 United States | EN
United States | EN Canada | EN
Canada | EN United Kingdom | EN
United Kingdom | EN German | DE
German | DE France | FR
France | FR Mexico | ES
Mexico | ES Japan | JA
Japan | JA China | ZH
China | ZH
Die Härteprüfverfahren nach Vickers und Knoop sind in den Normen ASTM E384 and ISO 6507 definiert. Diese Normen werden regelmäßig aktualisiert, und eine aktuelle Ausgabe sollte den Bedienern zur Verfügung gestellt werden.
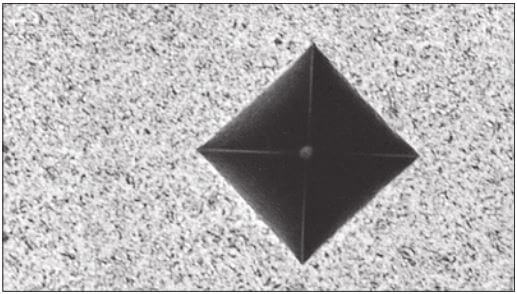
Bei der Härteprüfung nach Vickers wird eine Kraft gleichmäßig und stoßfrei mit einem Diamant-Eindringkörper auf eine Probe aufgebracht, wie in Abb. 23.6 dargestellt. Der Vickers-Diamant-eindringkörper erzeugt einen Eindruck in Form einer Pyramide mit quadratischer Grundfläche, mit einer Eindringtiefe von ca. 1/7 der Länge der Diagonalen. Die über den Eindringkörper eingeleitete Kraft wird ca. 10 bis 15 Sekunden aufrechterhalten, anschließend erfolgt eine vollständige Entlastung. Die physische Beschaffenheit des Eindringkörpers und die Genauigkeit der eingeleiteten Kraft (beides ist in der ASTM E 384 festgelegt) muss genau kontrolliert werden, um korrekte Ergebnisse zu erzielen.
Die beiden Eindruckdiagonalen werden vermessen, normalerweise auf 0,1 µm genau, und dann gemittelt. Die Vickers-Härte (HV) wird dann nach der folgenden Formel berechnet:
 Abb. 23.6: Schematische Darstellung des Vickers-Eindringkörpers und Form des Eindrucks.
Abb. 23.6: Schematische Darstellung des Vickers-Eindringkörpers und Form des Eindrucks.
Dabei werden die Kraft L in gf und die durchschnittliche Diagonale d in μm angegeben (daraus ergibt sich die Einheit gf/μm2 für die Härtezahl, jedoch wird üblicherweise die entsprechende Einheit kgf/mm2 bevorzugt; in der Praxis findet man die Angabe der Härtezahl häufig ganz ohne Einheit). Tabellen oder Messungen mit automatischen elektronischen oder bildgebenden Systemen sind heute üblich und eine praktischere Möglichkeit zur Bestimmung der Vickers-Härtezahlen.
Seit den 1960-er Jahren ist HV die Standardbezeichnung für die Vickers-Härte nach ASTM E 2 und E384. Diese Bezeichnung sollte gegenüber den älteren, inzwischen unüblichen Bezeichnungen DPN oder VPN bevorzugt werden. Bei strenger Anwendung des SI-Einheitensystems wird die Härte nicht in der standardmäßigen, allgemein verständlichen Einheit kgf/mm2, sondern in der Einheit GPa ausgedrückt, die für die meisten Ingenieure und Techniker nur wenig bedeutet. ASTM empfiehlt hier einen “sanften” metrischen Ansatz.

Bei der Vickers-Härteprüfung gibt es zwei ganz bestimmte Kraftbereiche: “Vickers-Mikroindentation” (10 – 1000 g) und die “Vickers-Makroindentation” (1 – 100 kg), mit denen alle Prüfanforderungen abgedeckt werden. Der Eindringkörper ist in beiden Kraftbereichen gleich, daher sind die Vickers-Härtewerte über den gesamten Härtebereich für Metalle kontinuierlich (normalerweise HV10 – HV100). Weil die Form des Vickers-Eindrucks bei allen Prüfkräften geometrisch ähnlich ist, ist der HV-Wert (mit statistischer Genauigkeit) über einen breiten Bereich von Prüfkräften konstant, vorausgesetzt, dass die Probe relativ homogen ist.







