
 United States | EN
United States | EN Canada | EN
Canada | EN United Kingdom | EN
United Kingdom | EN German | DE
German | DE France | FR
France | FR Mexico | ES
Mexico | ES Japan | JA
Japan | JA China | ZH
China | ZHACIER INOXYDABLE
Solutions de préparation métallographique par matériau
Ce guide donne des conseils sur la manière de commencer à effectuer la préparation et l'analyse métallographique de l'acier inoxydable. Vous y trouverez également des conseils pour obtenir les meilleurs résultats pour votre application métallographique.





Éléments à prendre en compte lors du travail sur l'acier inoxydable

Conseils pour la coupe de l'acier inoxydable
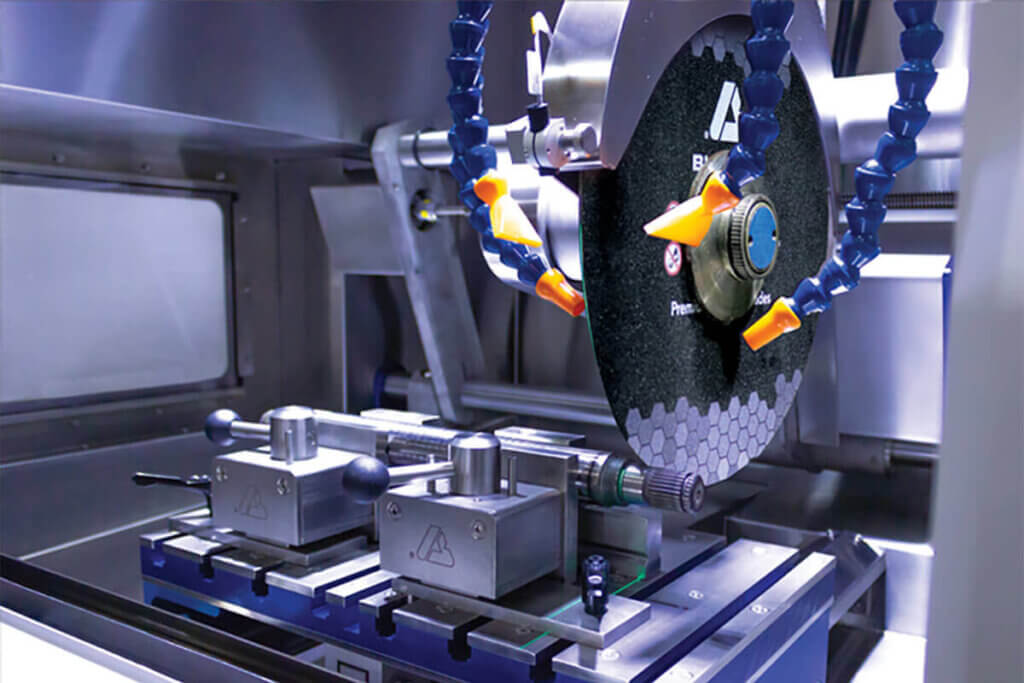
Toutes les coupes doivent être effectuées à l’état humide, avec un flux important de liquide de refroidissement dirigé vers la coupe. La coupe à l’eau produit un fini de surface plus lisse qu’une coupe à sec. L’utilisation de liquide de refroidissement permet également d’éviter les dommages de surface causés par la surchauffe et les contraintes mécaniques. Il est important de réduire les dommages lors du sectionnement. Les dommages mécaniques peuvent pénétrer profondément dans la structure, ce qui peut être difficile à éliminer lors des étapes de préparation ultérieures. Il existe deux principaux types d’outils de coupe : Les scies abrasives et les scies de précision.
Conseils pour la coupe abrasive

Les lames abrasives ont des forces d’adhérence différentes et sont recommandées en fonction de l’efficacité de leur force d’adhérence et du type d’abrasif avec différents matériaux. Le choix d’une lame incorrecte peut entraîner un taux d’usure inapproprié et des dommages thermiques, voire une altération de la microstructure. Une lame abrasive est entièrement composée d’abrasif lié par de la résine. À l’usage, les lames se réduisent jusqu’à ce qu’elles ne puissent plus couper. Une nouvelle lame peut alors être placée sur l’équipement de sectionnement pour effectuer des coupes supplémentaires.
Les meules/lames abrasives doivent être sélectionnées en fonction du type de matériau et de la taille de la pièce à découper. Lors de la découpe de matériaux ferreux, la connaissance de la dureté du matériau peut aider à réduire le choix de la lame. Dans certains cas, comme chez Buehler, les lames sont regroupées en fonction de la dureté du matériau. En général, plus l’acier est dur, plus le liant de la lame est souple, ce qui garantit que l’abrasif usé est cassé et que de l’abrasif frais est révélé pour poursuivre un sectionnement efficace. Les aciers plus tendres peuvent être coupés avec une lame à liant plus dur, ce qui permet d’allonger la durée de vie de la lame.
La taille de la lame abrasive influe également sur les paramètres de coupe. Les lames plus grandes et plus épaisses enlèvent plus de matière mais génèrent également plus de chaleur qu’une lame plus fine. Pour réduire la chaleur produite par les lames, les vitesses d’avance doivent être réduites.
| Lame abrasive recommandée pour les matériaux ferreux | ||||
|---|---|---|---|---|
| Diamètre | 254 mm (10 po) | 305 mm (12 po) | 356 mm (14 po) | 406 mm (16 po) |
| HRC 15-35 | 102511P 1,5 mm (0,06 po) | 103011P 2 mm (0,079 po) | 12-4305-010 1,6 mm (0,063 po) | |
| HRC 35-50 | 102510P 1,5 mm (0,06 po) | 103010P 2,1 mm (0,083 po) | 1103510P 2,5 mm (0,098 po) | 10-31616-010 3 mm (0,125 po) |
| HRC 50-60 | 10-31014-010 1,5 mm (0,06 po) | 10-31212-010 2 mm (0,08 po) | 103509P 2,5 mm (0,098 po) | 10-31612-010 3 mm (0,125 po) |
| HRC 60+ | 102509P 1,5 mm (0,06 po) | 103009P 2 mm (0,08 po) | 103509P 2,5 mm (0,098 po) | 10-31610-010 3 mm (0,125 po) |
| Acier rapide, acier inoxydable, acier cémenté | 102508P 1,6 mm (0,063 po) | 103008P 2 mm (0,079 po) | 103508P 2,6 mm (0,102 po) | |
| Acier général, Superalliages, Non-ferreux | 12-4205-010 1,3 mm (0,051 po) | 12-4405-010 1,4 mm (0,055 po) | 12-4305-010 1,6 mm (0,063 po) | 12-5605-010 1,9 mm (0,075 po) |
Pointes de coupe de précision

Les lames de précision sont utilisées dans la préparation métallographique des matériaux ferreux lors de la coupe d’échantillons petits ou délicats. Les lames de précision ne s’abîment pas en cours d’utilisation. Sur le bord extérieur de la lame, il y a une section où l’abrasif a été lié à l’alliage métallique et, si l’on en prend soin, une lame de gaufrage peut durer plus longtemps qu’une boîte de lames abrasives. Les lames de gaufrage peuvent être utilisées avec des matériaux ferreux pour des coupes plus difficiles, notamment pour réaliser une coupe précise à proximité d’une caractéristique intéressante, ou lorsqu’il est essentiel de réduire la largeur d’une coupe (perte d’épaisseur).
Un autre avantage de l’utilisation d’une fraise de précision est qu’une charge plus faible est appliquée et que, par conséquent, moins de chaleur est générée, ce qui réduit l’ampleur des dommages.
Les lames abrasives sont également conçues pour les fraises de précision. Elles peuvent être utilisées lorsque le risque de rupture des lames est élevé. Il peut s’agir d’une pièce difficile à serrer, d’une pièce susceptible de se déplacer pendant le découpage ou d’une variabilité accrue du processus (par exemple, plusieurs opérateurs).
| Lames de précision recommandées pour les aciers inoxydables | ||||
|---|---|---|---|---|
| Type de lame | 127 mm (5 po) | 178 mm (7 po) | 203 mm (8 po) | Bâton de pansement |
| Lames de précision | 11-5265 0,4 mm (0,020 po) | 11-5267 0,6 mm (0,025 po) | 11-5268 0,9 mm (0,035 po) |
11-1190
11-2490 |
| Lames abrasives | 10-4061-101 0,48 mm (0,019 po) | 11-4207-010 0,76 mm (0,030 po) | ||
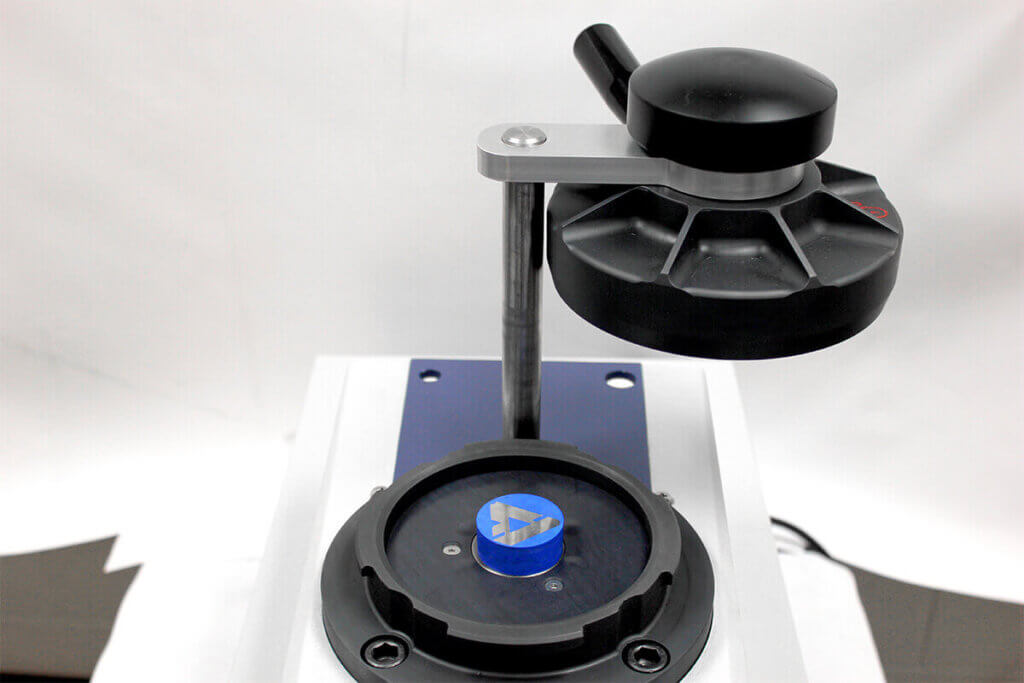
Embouts d'enrobage en acier inoxydable

L’enrobage des échantillons métallographiques permet d’automatiser et de faciliter la manipulation lors des étapes suivantes de la préparation et de l’examen métallographiques. Les échantillons de forme complexe peuvent être enrobés pour créer des formes uniformes, ce qui permet d’automatiser le processus de préparation des échantillons.
L’enrobage des échantillons permet également de protéger et de préserver les arêtes ou les défauts de surface lors de la préparation métallographique. La méthode d’enrobage ne doit en aucun cas modifier la microstructure de l’échantillon. La pression et la chaleur sont les sources les plus courantes d’effets néfastes. Des températures d’environ 350oF et des pressions d’environ 4000 PSI sont courantes pour l’enrobage par compression à chaud.
La géométrie et les propriétés de l’échantillon peuvent déterminer la méthode appropriée pour l’enrobage des échantillons ferreux. Utilisez l’enrobage par coulée lorsque les échantillons sont minces ou se déforment facilement. Ces échantillons ont tendance à être sensibles aux pressions élevées. Si les échantillons ne sont pas sensibles à la pression, l’enrobage par compression à chaud peut être un gain de temps et d’argent.
Pour la microscopie électronique, ProbeMet est un support conducteur à base de cuivre approprié. Si la teneur en cuivre de l’échantillon est intéressante, KonductoMet® est une alternative conductrice remplie de carbone au ProbeMet.

Conseils de ponçage et de polissage de l'acier inoxydable pour toutes les méthodes
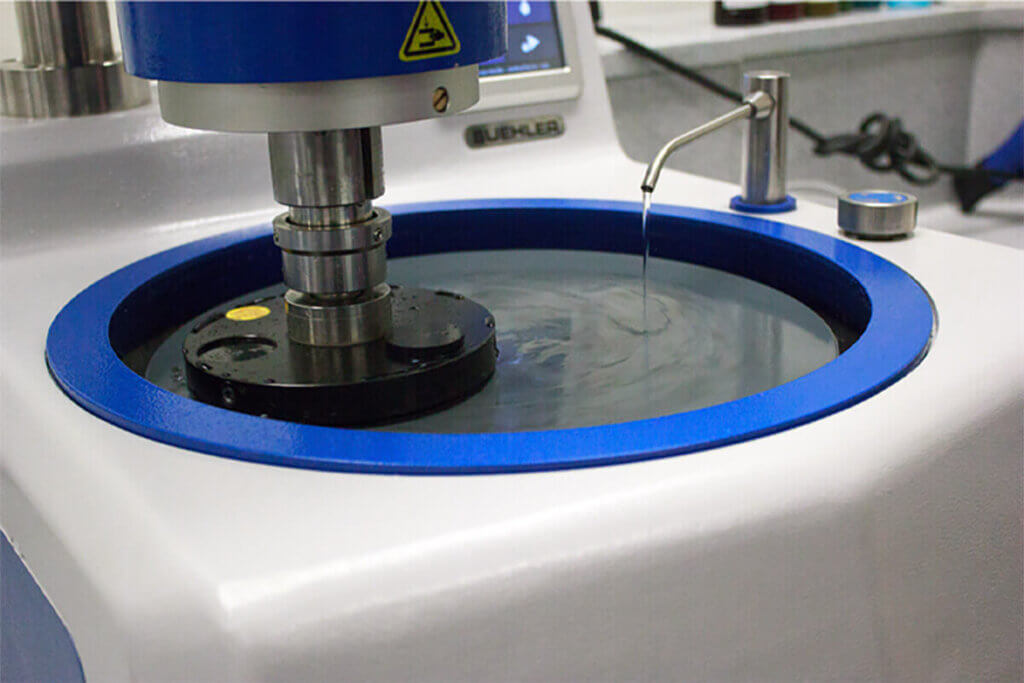
Les aciers durs ne sont généralement pas aussi difficiles à préparer que les aciers doux. Certains alliages plus durs peuvent parfois être préparés avec une méthode en trois étapes.
Le fer pur et les aciers inoxydables austénitiques sont difficiles à préparer sans rayures ni déformation. Après le meulage et le polissage mécaniques, une étape vibratoire à l’aide d’un drap à poils longs avec MasterPrep® peut améliorer l’état de surface.
Pour les nuances inoxydables ferritiques, les nuances austénitiques recuites par mise en solution et les nuances maraging recuites, des disques Hercules S ou UltraPol avec une suspension de 30-μm peuvent être utilisés pour la première étape. Si les matériaux sont plus durs (>50HCR), les papiers en carbure de silicium de 120 grains suggérés peuvent être utilisés à la place. Si une meilleure finition de surface est nécessaire, une étape de 1μm avec Trident peut être ajoutée après l’étape de 3μm ou une étape vibratoire peut être ajoutée à la fin de la séquence.
L’utilisation du système de distribution Burst de Buehler permet de conserver les diamants et d’améliorer la cohérence.
Le taux idéal pour le système de distribution Burst varie en fonction de la taille du plateau et du drap de polissage utilisé. En règle générale, pour un plateau de 8 pouces, un réglage de 3 est un bon point de départ. Pour les plateaux de 10″ et 12″, réglez le système de distribution en rafale sur 4 et ajustez selon les besoins. Il peut être nécessaire d’expérimenter pour déterminer les réglages optimaux afin d’assurer une abrasion et un mouillage suffisants du tissu. Les distributeurs en rafale sont également capables de distribuer des prolongateurs en même temps que le diamant, si vous le souhaitez.

Les charges indiquées dans les méthodes de prépolissage et de polissage sont des recommandations pour un échantillon monté de 1,25″. Si l’on utilise la force centrale pendant la préparation, la force indiquée doit être multipliée par le nombre d’échantillons à polir. Pour des échantillons de tailles différentes, utilisez notre calculateur de conversion de charge pour déterminer la charge correcte pour votre application.
| Procédure de prépolissage et de polissage de l'acier inoxydable et de l'acier maraging | ||||
|---|---|---|---|---|
| Surface | Charges [N] | Vitesse de base [tr/min] | Rotation relative | Temps |
| CarbiMet® 120 à 320 grains | 6 [27] | 300 rpm |

|
Until Plane |
| UltraPad avec 9um MetaDi® Supreme Diamond | 6 [27] | 150 rpm |

|
5:00 |
| Trident avec 3um MetaDi Supreme Diamond | 6 [27] | 150 rpm |
|
3:00 |
| ChemoMet® avec 0,05um MasterPrep® Alumina | 6 [27] | 150 rpm |
|
2:00 |
 = Plateau = Plateau  = Porte-échantillon *Plus MetaDi Fluid Extender selon les besoins = Porte-échantillon *Plus MetaDi Fluid Extender selon les besoins
|
||||
Conseils pour le mordançage de l'acier inoxydable
| Tableau 20.5 : Fer et acier | |
|---|---|
| Composition | Commentaires |
| 90-99mℓ méthanol ou éthanol 1-10mℓ HNO3 | Nital. Agent de gravure le plus courant pour le fer, les aciers au carbone et les aciers alliés, la fonte. Révèle les joints de grains alpha et les constituants. Excellent pour les structures martensitiques. La solution à 2 % est la plus courante, 5 à 10 % sont utilisés pour les aciers fortement alliés (ne pas stocker). Utiliser par immersion ou par tamponnage de l'échantillon pendant une durée maximale d'environ 1 minute. |
| 100mℓ éthanol 4g acide picrique | Picral. Recommandé pour les structures composées de ferrite et de carbure. Ne révèle pas les joints de grains de ferrite. L'ajout de 0,5 à 1 % de chlorure de zéphiran améliore la vitesse de gravure et l'uniformité. |
| 100mℓ éthanol 5mℓ HCl 1g d'acide picrique | Réactif de Vilella. Bon pour les structures en carbure de ferrite. Produit un contraste de grain permettant d'estimer la taille des grains d'austénite. Les résultats sont meilleurs sur la matentsite trempée à 572-932°F [300-500°C]. Révèle parfois des joints de grains d'austénite antérieure dans les aciers fortement alliés. Met en évidence les constituants des aciers inoxydables. Bon pour les aciers à outils et les aciers inoxydables martensitiques. |
| Solution aqueuse saturée d'acide picrique plus une petite quantité d'un agent mouillant. | Mordançage de Bechet et Beaujard, le mordançage le plus efficace pour les limites de l'austénite antérieure. Bon pour les aciers martensitiques bainitiques. De nombreux agents mouillants ont été utilisés, le tridécylbenzène sulfonate de sodium est l'un des plus efficaces (la version dodécyle est plus facile à obtenir et fonctionne aussi bien). Utiliser à 68-212°F [20-100°C]. Tamponner ou immerger l'échantillon pendant 2 à 60 minutes. Mordre dans un nettoyeur à ultrasons (voir réf. 2, p. 219-223). Des ajouts de 0,5 CuCl2 par 100mℓ de solution ou d'environ 1% de HCl ont été utilisés pour les aciers fortement alliés afin de produire une gravure. La gravure à température ambiante est la plus courante. Polir légèrement à l'envers pour éliminer les salissures de surface. |
| 150mℓ eau 50mℓ HCl 25mℓ HNO3 1g CuCl2 | Réactif de Fry modifié. Utilisé pour les aciers maraging à 18 % de Ni, les aciers inoxydables martensitiques et PH. |
| 100mℓ eau 25g NaOH 2g acide picrique | Picrate de sodium alcalin. Meilleure attaque pour les échantillons cémentés McQuaid-Ehn. Assombrit la cémentite. Utiliser l'ébullition pendant 1 à 15 minutes ou l'électrolyse à 6 V DC, 0,5 A/in2, 30 à 120 secondes. Peut révéler les joints de grains antérieurs à l'austénite dans les aciers à haute teneur en carbone lorsqu'il n'y a pas de film apparent sur les joints de grains. |
| 3 parties de HCl 2 parties de glycérol 1 partie de HNO3 | « Glyceregia ». Pour les aciers inoxydables austénitiques. Révèle la structure du grain, met en évidence les sigma et les carbures. Mélanger à l'état frais, ne pas conserver. Utiliser par écouvillonnage. |
| 100mℓ éthanol 100mℓ HCl 5g CuCl2 | Solution de Kalling n° 2 (« sans eau » de Kalling) 2 (« waterless » Kalling's) pour les aciers inoxydables austénitiques et duplex. La ferrite est attaquée facilement, les carbures ne sont pas attaqués, l'austénite est légèrement attaquée. S'utilise à 20°C [68°F] par immersion ou par tamponnage. Peut être stocké. |
| 15mℓ HCl 10mℓ acide acétique 5mℓ HNO3 2 gouttes de glycérol | Glycérine acétique. Mélanger à l'état frais, ne pas stocker. Utiliser pour les aciers inoxydables fortement alliés. |
| 100mℓ eau 10g K2Fe(CN)6 10g KOH ou NaOH | Réactif de Murakami. Fonctionne généralement mieux sur les aciers inoxydables ferritiques que sur les aciers austénitiques. Utilisation à 20°C [68°F] pendant 7-60 secondes : révèle les carbures sigma faiblement attaqués avec une attaque jusqu'à 3 minutes. Utilisation à 80°C [176°F] jusqu'à ébullition pendant 2 à 60 minutes : carbures foncés, sigma bleus (pas toujours attaqués), ferrite jaune à jaune-brun, austénite non attaquée. L'attaque n'est pas toujours uniforme. |
| 100mℓ d'eau 10g d'acide oxalique | Utiliser pour les aciers inoxydables à 6 V DC. Les carbures sont révélés par une attaque de 15 à 30 secondes, les joints de grains après 45 à 60 secondes, les contours sigma après 6 secondes. 1-3 V également utilisé. Dissolution des carbures, sigma fortement attaqué, austénite modérément attaquée, ferrite non attaquée. |
| 100mℓ d'eau 20g de NaOH | Utilisé pour colorer la ferrite dans les aciers inoxydables martensitiques, PH ou biphasés. Utilisation à 3-5 V DC, 68°F [20°C], 5 secondes, cathode en acier inoxydable. Les contours de la ferrite sont colorés en beige. |
| 40mℓ eau 60mℓ HNO3 | Gravure électrolytique pour révéler les limites de l'austénite mais pas les limites de la gémellité dans les aciers inoxydables austénitiques (304, 316, etc.). Le voltage est critique. La cathode en platine est préférable à l'acier inoxydable. Utiliser à 1,4 V DC, 2 minutes (voir réf. 2, p. 235, 238 et 239). |
| Solution mère 50mℓ* 1g K2S2O5 | Réactif de Klemm I. Immerger à température ambiante jusqu'à ce que la surface soit colorée. Il est bon de colorer la ferrite dans l'acier, révèle la ségrégation P et la surchauffe, le temps de gravure est de 40 à 100 secondes. Pour la coloration de la ferrite et de la martensite dans la fonte et les aciers faiblement alliés, le temps de gravure est généralement de 3 minutes. |
| Solution mère 50mℓ* 5g K2S2O5 | Réactif de Klemm II. Pour l'échantillon d'acier, immerger pendant 30 à 90 secondes à 20 °C, révèle la ségrégation P. Pour les aciers austénitiques au manganèse, jaune gamma à brun ou bleu clair à bleu foncé, alpha-martensite brun foncé. Bon pour les aciers austénitiques au manganèse. |
| 100mℓ Ehtanol 2mℓ HCl 0,5mℓ H2SeO4 | Gravure à l'acide sélénique de Beraha 1. Pour la fonte, les aciers et les aciers à outils. Pour un meilleur résultat, il est recommandé de procéder à un pré-mordançage au Nital. S'utilise par immersion de l'échantillon jusqu'à ce que la surface de l'échantillon soit colorée, généralement jusqu'à 6 minutes. La cémentite est colorée en rouge-violet, la ferrite en jaune ou en brun, le phosphure en bleu-vert. |
| 100mℓ Éthanol 5-10mℓ HCl 1-3mℓ H2SeO4 | Gravure à l'acide sélénique de Beraha 2. En général, immerger l'échantillon à 20 °C pendant 1 à 10 minutes. Une couleur de surface jaune ou brun clair se forme pour détecter les carbures et les nitrures ou une surface orange à rouge pour détecter la ferrite delta. On peut utiliser 20-30mℓ HCl pour les nuances d'alliages plus élevées, le temps d'immersion diminuant avec l'augmentation du HCl. |
| * Solution de base : solution aqueuse de Na2S2O3 saturée à froid. | |
Pointes d'imagerie en acier inoxydable
L’objectif de l’analyse peut varier en fonction de l’alliage et de l’application. Les objectifs communs de l’analyse sont les contaminants, la structure du grain, le pourcentage de phase et les mesures dimensionnelles. Les mesures dimensionnelles peuvent être prises et sauvegardées en utilisant l’un des niveaux inférieurs de notre logiciel OmniMet®. Cependant, pour d’autres besoins d’analyse et d’exportation, des versions plus avancées du logiciel OmniMet peuvent être nécessaires.
Conseils pour les essais de dureté de l'acier inoxydable
| Matériaux de référence pour les essais de dureté | ||
|---|---|---|
| ASTM | ISO | |
| Brinell | E10 | 6506 |
| Rockwell | E18 | 6508 |
| Vickers | E92,E384 | 6507 |
| Knoop | E384 | 4545 |
| Instrumenté | E2546 | 14577 |
| Conversions | E140 | 18265 |
| ASM Handbook Volume 8 : Mechanical Testing and Evaluation (Manuel de l'ASM, volume 8 : essais mécaniques et évaluation) | Section sur les essais de dureté | |
Chez Buehler, l’équipement proposé est conçu pour effectuer au moins l’une des échelles suivantes : Brinell, Rockwell, Vickers et Knoop. Si l’on utilise une échelle mentionnée précédemment, il existe des normes pour la méthode d’essai. Les normes telles que celles énumérées dans le tableau sont de bons points de référence pour la méthode d’essai appropriée pour les échelles. Les exigences en matière d’équipement, d’échantillons, de méthodes d’essai et autres sont décrites dans ces normes et peuvent aider à déterminer la balance appropriée.
Les capacités des équipements varient en fonction des niveaux d’automatisation et de documentation. Certains appareils sont intégrés à un logiciel d’essai de dureté. Un logiciel tel que DiaMet de Buehler peut aider à tester les pièces plus efficacement, avec plus de précision et en documentant les résultats. Cela peut s’avérer particulièrement utile lorsqu’un grand nombre d’empreintes doivent être réalisées sur une pièce.
Produits apparentés




Toutes les solutions par matériau
Choisissez un matériau pour voir les ressources de Buehler

Solutions Complètes pour laboratoires Métallographiques

Voir tous les Produits dans le catalogue Produits Buehler

Sélectionnez une Méthode par Matériau

Rechercher dans les Fiches de Données de Sécurité de Buehler
Parcourir et rechercher la documentation sur les produits Buehler


